Noise Control - modern innovative technology cuts costs by 50%-80%
Using modern techniques that typically cost 50%-80% less than conventional palliatives ensures noise problems are solved using worldwide benchmark best practice. This applies particularly in “difficult” high hygiene food, drink, electronic and pharmaceutical industries. As PPE has demonstrably failed to reduce hearing loss sufficiently (adequate protection is difficult to achieve above c 90 - 95dB(A)), noise control is vital to reduce risk. Cut noise from 97dB(A) to 94dB(A) and risk is reduced by 50% - and to a level low enough for PPE to be more effective.
Reducing NIHL risk by 50% to 90% at negligible cost can be simple using elegant engineering noise control techniques - or contact us...

Noise claim costs and sustainability
£700k claim settlement - the new normal?
Recent changes in the legal landscape coupled with new research on the deleterious effects of hearing loss on health risks such as dementia and Parkinson's mean that the costs of claims (>£700k recent settlement) and insurance are set to soar. Modern, effective and low-cost noise control is a key factor that can be used to mitigate these risks and costs.
"Greener Quieter" sustainable noise control
Sustainability is another factor when considering noise control. Traditional methods such as acoustic enclosures and silencers not only have high levels of embodied carbon due to the quantities and types of materials used, but they often require additional cooling (more power used) and can reduce efficiency and productivity.
Better diagnosis and more advanced, modern "Greener Quieter" engineering noise control at source technology not only dramatically cuts the carbon footprint, it can even render some noise control projects profitable by improving efficiency to reduce energy consumption.
Noise Control Audit - cost-benefit analysis report
The guidance to the Control of Noise at Work Regulations (CoNaWR) states – “these regulations are concerned with controlling noise, not measuring it…”. Consequently, companies must quantify noise control options rather than simply repeating placebo risk assessments that tell you what you already know and usually include little or no information on the topic.
Moreover, PPE cannot be used for long term risk management unless it can be proved that noise control is impractical. See general HSE noise control advice.

For specific and practical advice, the most effective way to meet these regulatory requirements is our Noise Control Audit (details here >) – either in place of a repeat risk assessment (saving the associated costs) or appended as an update to a conventional noise risk assessment. This is an engineering audit that generates a list of all the available noise control options complete with costs, expected attenuation and operational impact - for a single machine or for an entire site - all based on the best of current technology. This provides the data needed to plan the most practical and cost-effective noise and risk control programme possible with certification for any plant where noise control is not practical. Payback periods of a year or less are not uncommon.
Remote Diagnosis
Email us a video from your smartphone for free evaluation of best practice
Your problem may already be solved
Search our worldwide best practice options
Keep current with occupational noise
Subscribe for the latest in techniques and best practice
Instead of paying for repeat placebo risk assessments, implement a noise control programme that will reduce risk by 50% to 90% – and potentially pay for itself …
You can learn about (and use) some of the diagnostic techniques we use by viewing part of an engineering noise control workshop we ran for 3M.
Alternatively, contact us for in-house noise training or enroll in one of our public certificate of noise competency training courses that includes a noise control module.
Self-Financing Noise Control
We have many examples of Self-Financing Noise Control projects across a wide range of plant categories and industries. These illustrate the cost savings inherent in disruptive engineering noise control technologies compared with conventional techniques such as acoustic enclosures, silencers, lagging etc. In many cases, the noise control modifications can be justified simply on the grounds of increased performance, efficiency and productivity, with the noise reduction as an additional benefit.
A few examples are listed below:
- Vibratory feeders: elimination of fatigue, increased product feed rate by 100%
- Fans: eliminated silencer losses, cleaning and down-time
- Weighing machines: elimination of acoustic enclosures, improved access for maintenance and cleaning
- Burners: conventional noise control measures insufficiently effective avoiding requirement to shut-down plant
- Power presses: enclosures eliminated – reduced down-time
Hygienic - GMP - Clean Noise Control

“Clean” industries where hygiene and cleanliness are paramount (food and drink, pharmaceutical, electronics…) have been caught in something of a cleft stick with respect to noise reduction as conventional solutions can cause hygiene and maintenance problems. However, new, high-tech materials coupled with innovative engineering source control techniques are revolutionising the reduction of noise in these clean industries where Good manufacturing practice (GMP) is a necessity.
We have invested heavily in the development of new techniques specifically for applications in high-hygiene environments that can be implemented quickly and painlessly – often as an extension to a maintenance schedule. Take a look at the hygiene case studies below for examples or search our case study database…
More Sound Solutions – noise control technology database
Our More Sound Solutions database is the largest collection of low-cost engineering noise control case studies available anywhere in the world. We evaluate noise problems based on information sent by email (Remote Control of Noise) or via site visits against our database to see if we have already solved them using current “best practice” in noise control. Take a look through a few examples shown below or search our case study database…

Attenuators do not take kindly to the passage of scrap – which is a problem when installing noisy extract chopper (or cutter) fans. Our cutting-edge aerodynamic fan modifications, however, are even robust enough to be able to cope with the extreme case of the passage of scrap metal. In this example, both occupational and environmental noise problems were simultaneously solved at source.
Three sets of chopper fans are used to pull-off scrap aluminium cans from the production lines to shred them for recycling. These generated high levels of tonal noise (drone or whine), causing both occupational and environmental noise problems.
Instead of fitting conventional fan attenuators, acoustic enclosures and noise lagging at a potential cost of £30k or more, our Quiet Fan technology was fitted to the fans in a matter of hours to give an overall noise reduction of 22dB(A) at an installed cost of c £1000/line – a capital cost saving of 90% and with no effect on fan performance or efficiency.

Unlike silencers, the modifications are unaffected by the passage of scrap cans and will last the lifetime of the fans without maintenance – and at less than 1% of the previous noise level…
The same technique is widely applicable to all forms of chopper or cutter fans, not to mention for silence dust extract, cyclone and filter fans that process any form of waste material.

Low frequency tonal noise (a 112Hz hum) from 8 very large architectural scale axial fans (several stories up that were already fitted with 8m long silencers!) at a Tata steelworks had caused environmental noise problems over a number of years. We diagnosed, we tweaked – and the problem was solved at virtually no cost…
All the possible conventional fan noise control solutions had been considered (largely additional silencers). These would not only have cost a large fortune (and would not have been effective at 112Hz), but they would also have reduced system efficiency and therefore increased the running costs.
Our detailed diagnosis revealed a system resonance that we addressed at source by slowing the fans very slightly. This reducing the fan tones by 20dB at virtually no cost, with no downtime and with no effect on the system efficiency.

Coupling new acoustic materials and systems with engineering source control technology is re-defining what constitutes noise control best practice in the food, drink and pharmaceutical industries. Whilst conventional acoustic materials (foam, fibreglass, rockwool) pose an unacceptable hygiene problem, we have invested heavily in the development of new techniques specifically for hygienic applications in clean industries that can be implemented quickly and painlessly – often as an extension to a maintenance schedule. The new generation of noise reducing materials includes…
- laminated stainless steel from SoundDampedSteel. This highly damped replacement (or retro-fit upgrade) for existing guides, chutes, guards, hoppers etc is hygienic, rugged, low cost and yet can reduce radiated noise by 10dB – 20dB in conjunction with engineering techniques that cut noise at source
- sound absorbent systems developed by Ecophon that are suitable for use in GMP (Good Manufacturing Practice), high care areas and clean rooms. These can withstand aggressive cleaning regimes, including pressure washing. The recording above illustrates up to 8dB noise reduction via the use of tuned hygienic acoustic absorbent
- all aluminium sound absorbent micro-mesh that is very efficient at absorbing sound with no hygiene implications
These noise control materials and techniques are ideal for the pharmaceutical, electronic and food and confectionery industries where hygiene is a key requirement.

Weighing machines often generate noise levels of 90 – 100dB(A). The conventional approach is to fit partial or full enclosures round each machine. These often produce a noise reduction of only c 5dB(A) (and even an increase at the operator in some cases…) at a cost of the order of £8000 – £15000 per machine – and with the associated access and cleaning problems. We have developed source control techniques that reduce noise levels by 10 – 12dB(A) (typically) with no effect on normal operation, cleaning, hygiene or access – and at a small fraction of the cost of enclosures.
In this case, implementing our techniques reduced the 94dB(A) using the supplied acoustic enclosure down to 82dB(A) (PPE no longer mandatory) with the enclosure removed. This also reduced cleaning downtime from most of a day down to a couple of hours, improving productivity. Successful applications range from confectionery to pharmaceuticals to meat product processing.

Noise levels in a pharmaceutical manufacturing area were 95-100dB(A), dominated by the product air transport fan system. Whilst a traditional high-cost hygienic absorption system could be used to reduce the average area noise level by 5-10dB(A), it would still leave hot-spots of up to 95dB(A) near the air transport fans. As strict hygiene requirements ruled out conventional silencers, novel aerodynamic inserts were fitted inside the fan casings to reduce the tonal noise from these units by close to 20dB with no hygiene or performance implications over the life of the fans.
With the local fan noise eliminated, it was possible to reduce operator noise exposures to well below 85dB(A), reducing the hearing damage risk by around 95%, allowing PPE to be made advisory.

The noise from dozens of vibratory feed hoppers and separators in a pharmaceutical plant generating 95 – 99dB(A) was reduced by 22dB via retro-fit modifications to the geometry and the introduction of sophisticated damping. As an additional benefit, the modifications substantially improved product feed and eliminated persistent fatigue cracking. The cost was not only a tiny fraction of the c £100000 required to fit conventional acoustic enclosures, but there was no effect on access/cleaning (unlike acoustic enclosures) and productivity was significantly improved.
A similar approach has also been successfully applied to control the noise from vibratory bottle feeders to give an 8dB(A) reduction at a cost of c£500 and with substantially improved performance and productivity.
Contact us if you'd like to discuss a particular project.
We have also generated a comprehensive technical note on all aspects of vibrating feeder, hopper, conveyor and screen noise...
Other examples of our engineering vibratory system noise reduction technology include:-

Two newly installed automated tray wash lines had failed to meet the Christian Salvesen Buy Quiet noise specification as they generated 91dB(A), 8 times the hearing damage risk of the 82dB(A) target. This was despite the efforts of the supplier who then proposed fitting a very costly set of additional noise reduction modifications, including an acoustic enclosure.
Asked to evaluate the options, our noise control audit predicted both the cost and the precise noise levels (82dB(A)) that could be achieved using best practice engineering source control techniques. These included:-
- air knife fan geometry and noise path control modifications
- gas burner - bespoke silencer
- water pump modifications
- box impact control
- bale arm pneumatic bespoke silencing
- stacker impact control modifications
Following the implementation of our recommendations by the manufacturer at a tiny fraction of the cost of the previously proposed control measures, the tray wash noise was reduced from the typical 85 – 91dB(A) levels down to or below the 82dB(A) target. Moreover, in addition to the noise reduction, the modifications also improved the drying performance of the units.
The manufacturer has adopted the more effective, lower cost and more practical INVC technology as standard practice, improving their product performance and profit margins...

The noise from die header machines and tableting machines (tablet presses) used to manufacture hard sweets, tablets and other products in the food and pharmaceutical industries can often be as high as 95 – 101dB(A). The conventional approach is to fit them with high-cost acoustic enclosures that cause serious access problems and make cleaning difficult.
Even where enclosures are fitted, noise levels are often still very high. There is a more effective and lower-cost alternative approach.
Diagnosis and good engineering solutions
Accurate diagnosis provides the detailed information required to determine the precise engineering techniques that can be used to reduce the noise at source. The next step is to reduce vibration transmission and radiation without compromising hygiene, operation or maintenance. This trace shows a typical tablet press noise signature, dominated by the 36Hz tooth comb at the die passing frequency.
In this particular example, our solution was based on a very precise analysis of the source of the noise energy. This allowed us cut the noise at source by 50% - 70% (3dB - 5dB) by developing a re-designed cam that significantly extended the life of the cam and reduced operating costs.
Coupled with hygienic close shields, this reduced noise levels by 10dB or more at a fraction of the cost of a conventional enclosure - and without the operational drawbacks...

This suction fan used in a newly designed, automated pick-and-place system for food packets on a production line generated high levels of noise.
Conventional fan silencing would not only have posed a hygiene problem (attenuators make use of porous acoustic absorbent materials), but would also have required acoustic enclosure. We re-designed the fan mounting system (interestingly, the fan itself was designed for model aircraft engines) and modified the geometry slightly.

The traditional approach to granulator noise control is based on using palliative high-cost acoustic enclosures to reduce the spread of noise without tackling the noise generation at source. This approach is not only expensive, but it also has a substantial impact on access and therefore productivity and maintenance. Typical granulators generate noise levels close to, or above, 100dB(A). As such, they pose a very serious risk to hearing as it is not possible to guarantee adequate protection using PPE.
There is an alternative engineering approach that cuts the noise at source with the following benefits:-
- very low-cost compared with acoustic enclosure
- no effect on access, so no effect on productivity
- no effect on maintenance activities
- rapid deployment with minimum downtime
Granulator noise sources
Granulator noise is usually generated by 3 mechanisms:-
- Airborne sound from the blades or hammers, both aerodynamic (when run without material) and mechanical (impacts)
- Vibration from the granulator blades or hammers radiated as sound by the structure
- Web vibration radiated as noise on web-fed granulators
- Fan or blower noise from dust control and extract systems
Noise control modifications
The airborne sound path can be controlled internally, whilst high performance, rugged structural retrofit damping and impact control cut the vibration radiated noise. Blower noise is usually reduced using aerodynamic noise control technology that cannot clog and will last the lifetime of the fan without cleaning or maintenance.
Granulator noise control case study
The hearing risk posed by the 100dB(A) noise level from this plastic granulator was reduced at source by 98% (18dB) by designing a web damper coupled with internal modifications to the infeed path. Neither modification had any effect on operation or access. The cost of the granulator noise control modifications was c £5k compared with the previously proposed acoustic enclosure cost of c £30k.

The hydraulic power pack driving a baler was the cause of both occupational noise issues on-site and noise complaints off-site. Whilst the former was simply a case of the overall noise level at 87dB(A) requiring the use of hearing protection, the latter was a result of the highly tonal - and therefore annoying - nature of the noise. We designed engineering noise control modifications that not only cut the overall noise level to 76dB(A) at 1m (no PPE required), but also eliminated the tonal noise issue.
How was the hydraulic noise reduced?
The noise sources were ranked and modified as follows:-
- Vibration from the submerged hydraulic motor/pump unit into the oil tank: unit vibration isolated from the oil tank to reduce the high-frequency tonal noise
- Valve block vibration into oil tank: high-frequency vibration isolation
- Thin steel panels: damped
- Small local acoustic screen: to reduce noise traveling off-site
Care was taken to ensure that there were no vibration isolation short circuits.

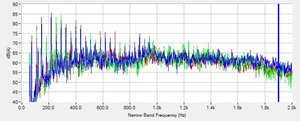
These modifications cut the overall noise from the power pack by 9dB(A). In addition, care had been taken to address the off-site tonal noise problem. The major problem tones were reduced by up to 17dB (98%) as shown by this narrow band frequency analysis.
The engineering modifications were low-cost, easy to install using a local contractor and had no effect on normal operation, access or maintenance.
View detailed hydraulic power pack, pump and motor noise control guidance >

Noise from a power station was uncomfortably close to their environmental noise planning conditions. Detailed diagnosis proved that the dominant contribution was high frequency noise (>500Hz) radiated by the Gas Reception Facility that also contributed to occupational noise exposure. Vibration measurements narrowed-down the source to the reducer, expander and associated valve section of the facility. Sound Damped Steel was brought in to fabricate our innovative, high performance acoustic lagging.
This has an outer skin constructed from highly damped laminated steel, making it very tolerant of installation practicalities. Moreover, options are available that eliminate the corrosion problems inherent in conventional lagging designs. The diagnostic process illustrates how costs can be kept to an absolute minimum by precisely ranking noise contributions from different components, even amidst complex arrays of pipework, valves and other sources. The effect of the treatment was to reduce the noise from this source by 16 -19dB(A), eliminating it as a contributor off-site. Occupational noise levels in the area were also reduced by an average of 8dB(A). More information is available on the Sound Damped Steel installer website here.

Machining of alternator end castings produced 104 dB(A) at the operator, dominated by a “squeal” radiating from the casting. Overlapping hanging strips had been fitted round each machine in an attempt to reduce noise – but in every case they had been cut down at the operator location to improve access. Frequency analysis showed the dominant tones were excited by cutting forces with evidence of chatter-marks on some of the machined surfaces. We designed a low cost damper to reduce the casting vibration.
This reduced “squeal” tone by 32 dB and the overall noise level by 16 dB(A) at source, improved the quality of cut and reduced the machining cycle time to improve productivity.

The 96 dB(A)Leq recorded from a 250 ton Rhodes billet hydraulic guillotine was cut by 17dB(A) – without using an acoustic enclosure. This was not only very low cost, but it also avoided the associated access, maintenance, and temperature issues.
Dominant hydraulic power pack noise reduced
Diagnosis showed that the overall noise from the guillotine was dominated by high levels of vibration transmitted from the hydraulic pump into the machine frame (and through rigid pipework to the remainder of the machine). In addition, there was also a significant transmission of impacts from the hydraulic valve bank.
The engineering solution was to mount the hydraulic motor-pump unit on a damped rigid frame that was then isolated from the machine body. The valve bank was also vibration-isolated from the machine frame using a tuned section of rubber-cork composite.
These modifications reduced the hydraulic power pack noise from 96 dB(A) down to 79 dB(A) at a fraction of the cost and without the operational and maintenance issues that would have been introduced by the previously proposed acoustic enclosure.
View detailed hydraulic power pack, pump and motor noise control guidance >

Boiler burner noise complaints
The cause of complaints about environmental noise levels was traced to this dual fuel burner boiler on a Heinz site. The company contacted us to assess the noise control options as the conventional palliative noise control techniques for this sort of problem involve fitting large silencers into the stack and converting the boiler house into an acoustic enclosure – eye-wateringly expensive with extensive downtime (which would have caused serious production problems).
The (blackcurrent) solution

The source was diagnosed as a 116Hz low frequency “drone”, a very common type of burner noise control problem. We developed a stunning simple alternative solution that comprised a set of aerodynamic modifications that fitted inside the combustion head. The initial trials were conducted using an adapted yoghurt pot fitted inside the burner head – as far as we know, this is the only known yoghurt-based noise control application…

The modified pot reduced the drone by 16dB, completely eliminating the problem.
The cost? Less than £2k with a downtime of a few hours (aluminium version of the yoghurt pot). This new approach and technology can be an incredibly cost-effective solution to many burner or combustion noise problems - and can reduce fuel consumption...
Industrial boiler burner noise attenuation
There are usually only 2 noise sources on industrial boilers and burners:-
- combustion fan: broadband and/or tonal noise at the fan blade pass frequency. Easily controlled using a simple silencer and/or aerodynamic fan noise control technology
- combustion noise in the boiler burner: broadband sound - but very often with a pronounced low-frequency signature (and sometimes pure tones) that can travel large distances (a common cause of complaints). Traditionally, the suggestion is often to spend a large fortune to turn the boiler house into an effective acoustic enclosure. Our alternative is to address the problem at the source - as above...

12 burners on a malt drying oven generated 95dB(A) with an 82Hz combustion generated “boom” as the dominant component. This was not only a very annoying occupational noise hazard, but also a potential environmental noise issue.
An acoustic enclosure was being considered, but was deemed too costly and too impractical. Building modifications were also under consideration, but were prohibitively expensive. The company contacted us to see if there was an alternative noise reduction technology. We diagnosed an organ pipe resonance caused by combustion mixture problems that caused pulsing of the flame front that excited the resonance. We solved the problem by sourcing and modifying off-the-shelf weld extract motor-controlled valves that were used to control the flame dynamics.
This provided a 21dB noise reduction at source for less than the cost of a single acoustic door…
We have developed a suite of innovative and elegant engineering impact noise control techniques that typically provide 10-20dB reductions. These are both much more effective than conventional technology and very much lower cost and rugged. We custom design the modifications either for new designs or for retro-fit to existing installations. We also have high hygiene versions for the food and pharmaceutical industries.
- Applications: chutes, hoppers, conveyors, bins, recycling plant, scrap yards, train/truck loading/unloading, quarries …
- Benefits: large attenuations, rugged (often harder wearing than the untreated surface); very low cost; hygienic
Additional Noise Control Examples
We have a host of other engineering noise control applications across a wide range of industries – contact us to discuss particular plant or machinery in detail.
Your problem may already be solved
Search our worldwide best practice options
Keep current with occupational noise
Subscribe for the latest in techniques and best practice
